


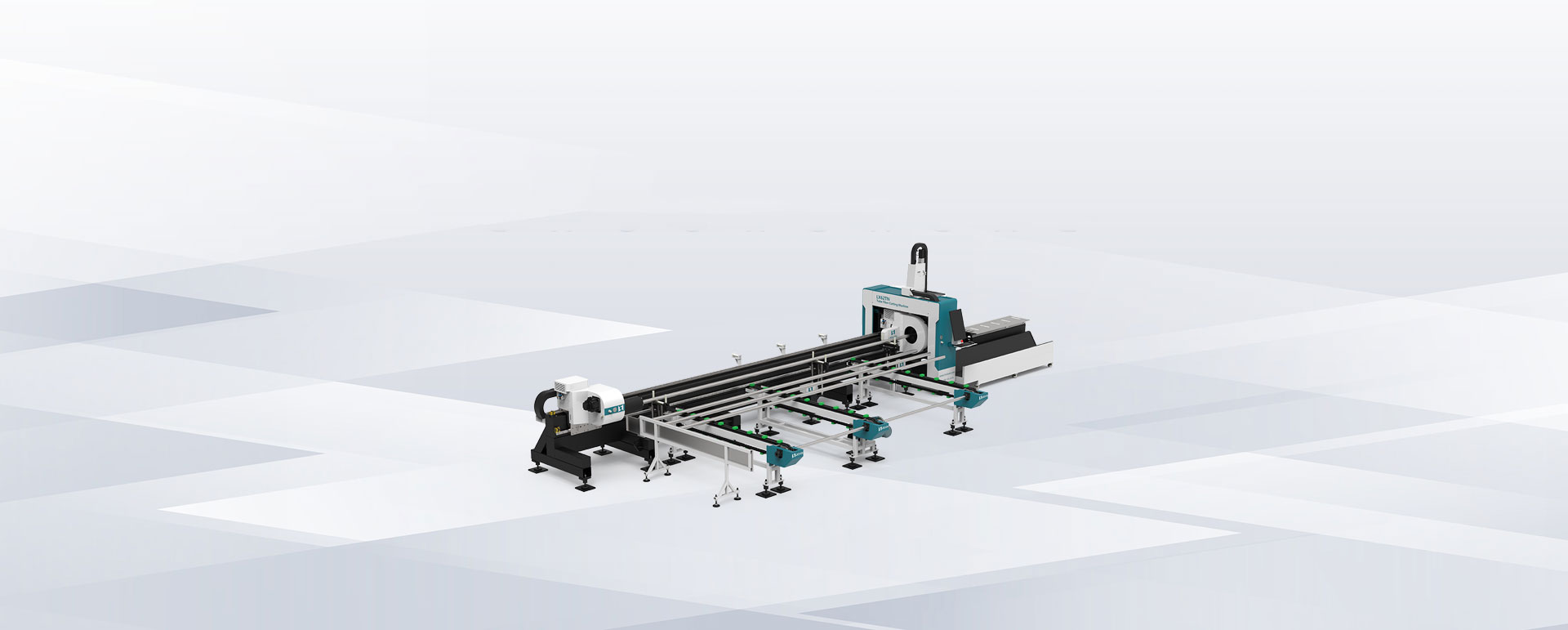


Konstrukcja boczno-wisząca, jednoczęściowa, spawana, łóżko
Łoże posiada konstrukcję zwieszoną z boku i jednoczęściowe, spawane łoże, które jest wyżarzane w celu wyeliminowania naprężeń wewnętrznych. Po obróbce zgrubnej, przed obróbką wykończeniową przeprowadzane jest starzenie wibracyjne, co znacznie poprawia sztywność i stabilność obrabiarki oraz zapewnia jej dokładność. Napęd serwosilnika prądu przemiennego jest sterowany przez system sterowania numerycznego, a uchwyt wykonuje ruch posuwisto-zwrotny w kierunku Y po naciśnięciu silnika, realizując szybki ruch i ruch posuwisty. Zarówno listwa zębata osi Y, jak i liniowa szyna prowadząca wykonane są z wysokiej precyzji materiałów, co skutecznie gwarantuje dokładność przekładni; wyłączniki krańcowe na obu końcach skoku są kontrolowane, a jednocześnie zainstalowano sztywne urządzenie ograniczające, co skutecznie zapewnia bezpieczeństwo ruchu obrabiarki. Obrabiarka jest wyposażona w automatyczne urządzenie smarujące, które regularnie dozuje olej smarujący do ruchomych części łoża, aby zapewnić ich dobrą pracę, co może wydłużyć żywotność szyn prowadzących, kół zębatych i listew zębatych.
Urządzenie do podawania z przodu
Przednie urządzenie podające zawiera płytę podporową sterowaną za pomocą cylindra pneumatycznego, która podtrzymuje długą rurę i zapobiega jej wyginaniu.
Podczas cięcia przedmiotu obrabianego, podniesiony cylinder podtrzymujący podtrzymuje płytę oporową, aby podeprzeć rurę i zapobiec jej uginaniu. Podczas cięcia przedmiotu obrabianego wszystkie podniesione cylindry podtrzymujące są cofane, a przedmiot obrabiany opada na płytę zaślepiającą i przesuwa się do miejsca składowania. Działanie cylindra jest automatycznie sterowane przez system.
Część przednia dzieli się również na część nadążną i część z regulacją ręczną.


Mechanizmy wsparcia
Na łóżku zamontowano dwa zestawy mechanizmów podtrzymujących. Dostępne są dwa rodzaje:
1. Podpora śledząca jest sterowana niezależnym serwomotorem, który porusza się w górę i w dół, głównie w celu zapewnienia podpory śledzącej w przypadku nadmiernej deformacji długich rur (rur o małych średnicach). Po przesunięciu tylnego uchwytu do odpowiedniej pozycji, podpora pomocnicza może zostać opuszczona w celu uniknięcia tego zjawiska.
2. Podpora koła o zmiennej średnicy jest podnoszona i opuszczana przez cylinder, a jej położenie można ręcznie regulować w różnych pozycjach, aby podtrzymywać rury o różnych rozmiarach.
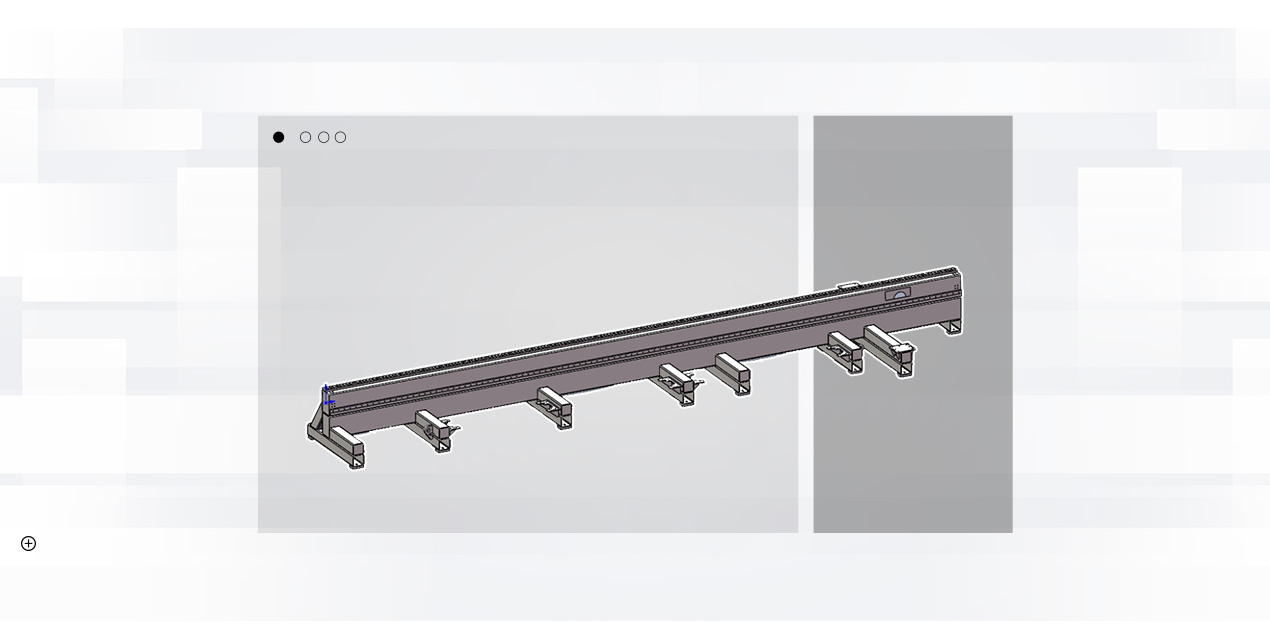
Chuck-Part
Uchwyt składa się z dwóch pneumatycznych uchwytów o pełnym skoku (przedni i tylny), które mogą poruszać się w kierunku osi Y. Uchwyt tylny odpowiada za zaciskanie i podawanie rury, a uchwyt przedni jest zamontowany na końcu łoża w celu mocowania materiałów. Uchwyty przedni i tylny są napędzane odpowiednio serwosilnikami, co zapewnia synchroniczny obrót.
Dzięki wspólnemu zaciskowi podwójnych uchwytów możliwe jest wykonanie cięcia krótkiego ogona, a krótki ogon otworu gębowego może osiągnąć 20-40 mm, przy jednoczesnym wsparciu cięcia krótkiego ogona dłuższego ogona.
Maszyna do cięcia rur serii TN wykorzystuje metodę ruchu uchwytu i jego unikania, dzięki czemu może wykonywać cięcie za pomocą dwóch uchwytów przez cały czas, nie powodując, że rura będzie zbyt długa i niestabilna, a precyzja nie będzie wystarczająca.
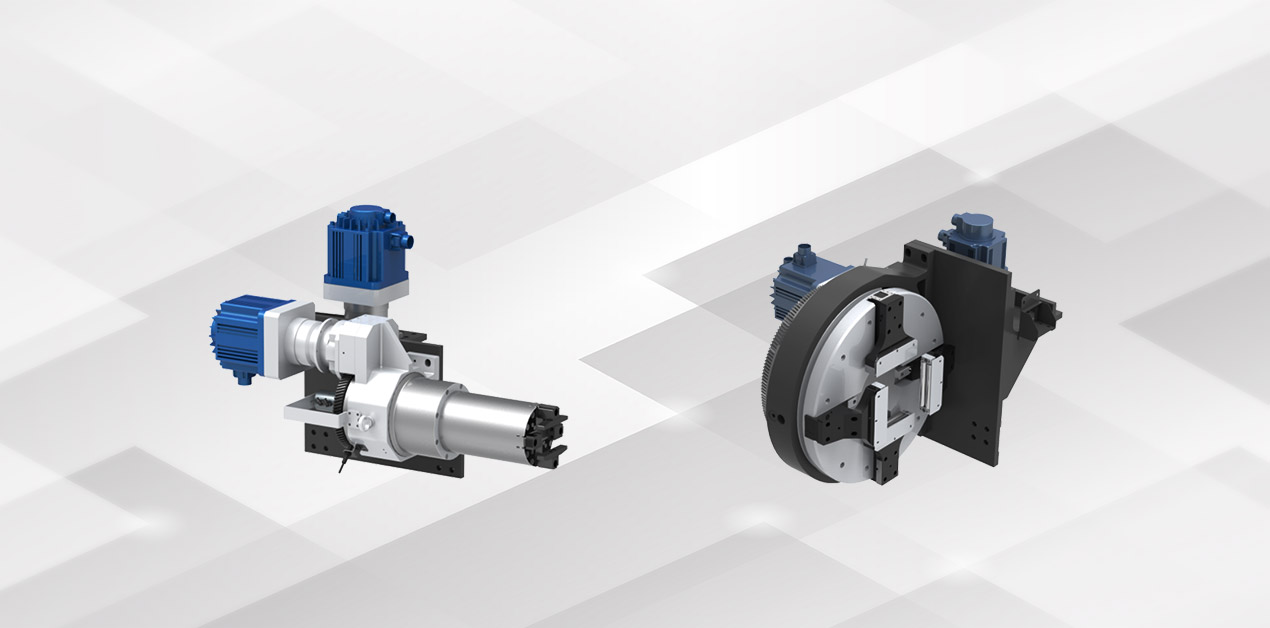
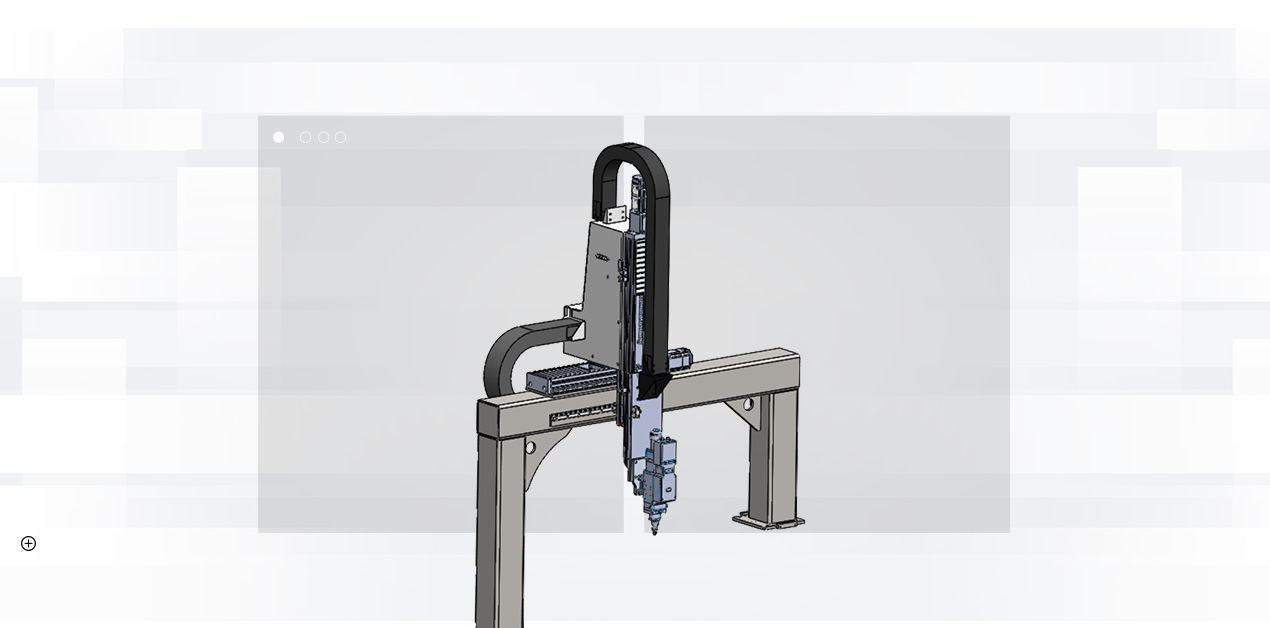
Urządzenie osiowe
Belka poprzeczna urządzenia osi X przyjmuje konstrukcję bramy, która jest spawana za pomocą połączenia rury kwadratowej i blachy stalowej. Element bramy jest zamocowany na stole, a oś X jest napędzana serwosilnikiem, który napędza zębatkę i zębnik, aby wykonać ruch posuwisto-zwrotny płyty przesuwnej w kierunku X. W trakcie ruchu wyłącznik krańcowy kontroluje skok, aby ograniczyć położenie i zapewnić bezpieczeństwo działania systemu.
Jednocześnie oś X/Z ma własną osłonę, która chroni strukturę wewnętrzną i zapewnia lepszą ochronę oraz usuwanie kurzu.
Urządzenie z osią Z odpowiada głównie za ruch głowicy lasera w górę i w dół.
Oś Z może być używana jako oś CNC do wykonywania własnego ruchu interpolacyjnego, a jednocześnie może być połączona z osiami X i Y, a także może być przełączona na sterowanie następcze, aby sprostać potrzebom różnych sytuacji.
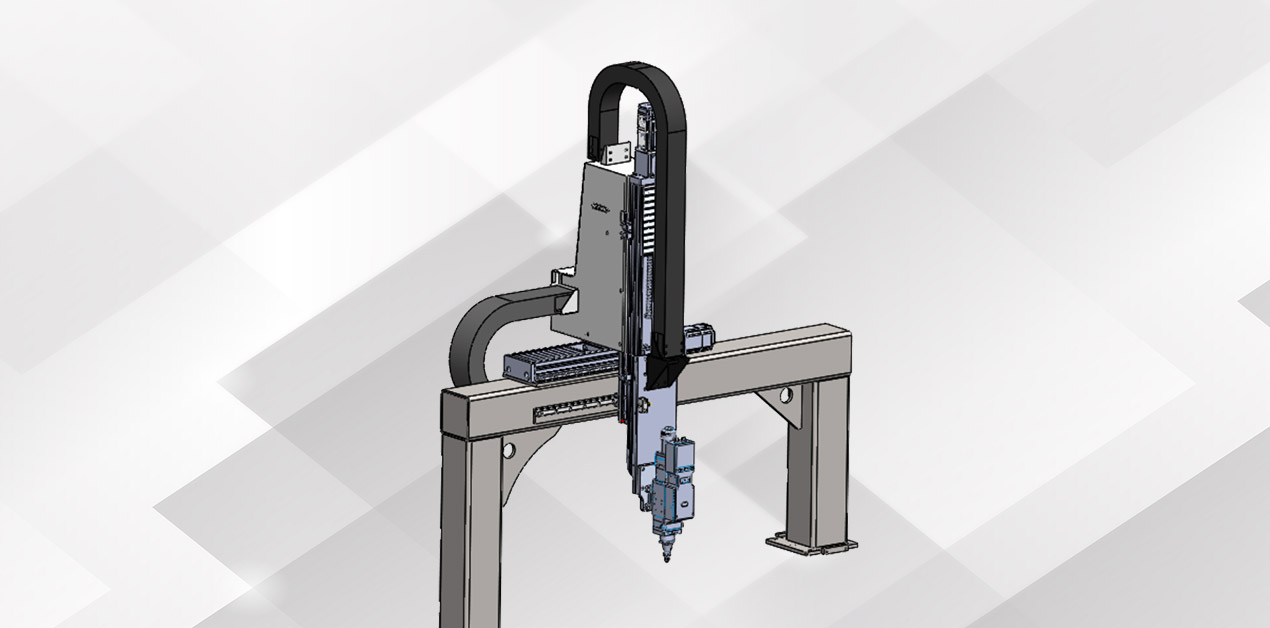
Urządzenie osiowe
Belka poprzeczna urządzenia osi X przyjmuje konstrukcję bramy, która jest spawana za pomocą połączenia rury kwadratowej i blachy stalowej. Element bramy jest zamocowany na stole, a oś X jest napędzana serwosilnikiem, który napędza zębatkę i zębnik, aby wykonać ruch posuwisto-zwrotny płyty przesuwnej w kierunku X. W trakcie ruchu wyłącznik krańcowy kontroluje skok, aby ograniczyć położenie i zapewnić bezpieczeństwo działania systemu.
Jednocześnie oś X/Z ma własną osłonę, która chroni strukturę wewnętrzną i zapewnia lepszą ochronę oraz usuwanie kurzu.
Urządzenie z osią Z odpowiada głównie za ruch głowicy lasera w górę i w dół.
Oś Z może być używana jako oś CNC do wykonywania własnego ruchu interpolacyjnego, a jednocześnie może być połączona z osiami X i Y, a także może być przełączona na sterowanie następcze, aby sprostać potrzebom różnych sytuacji.
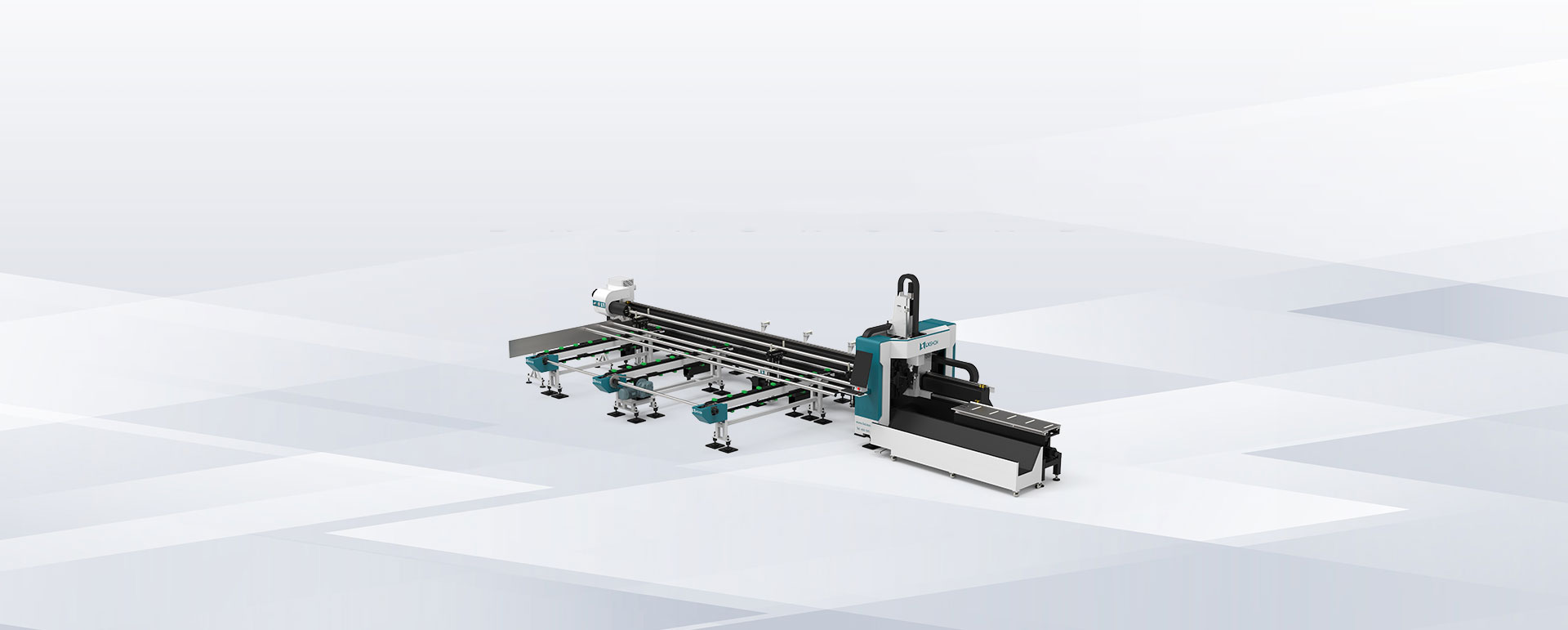
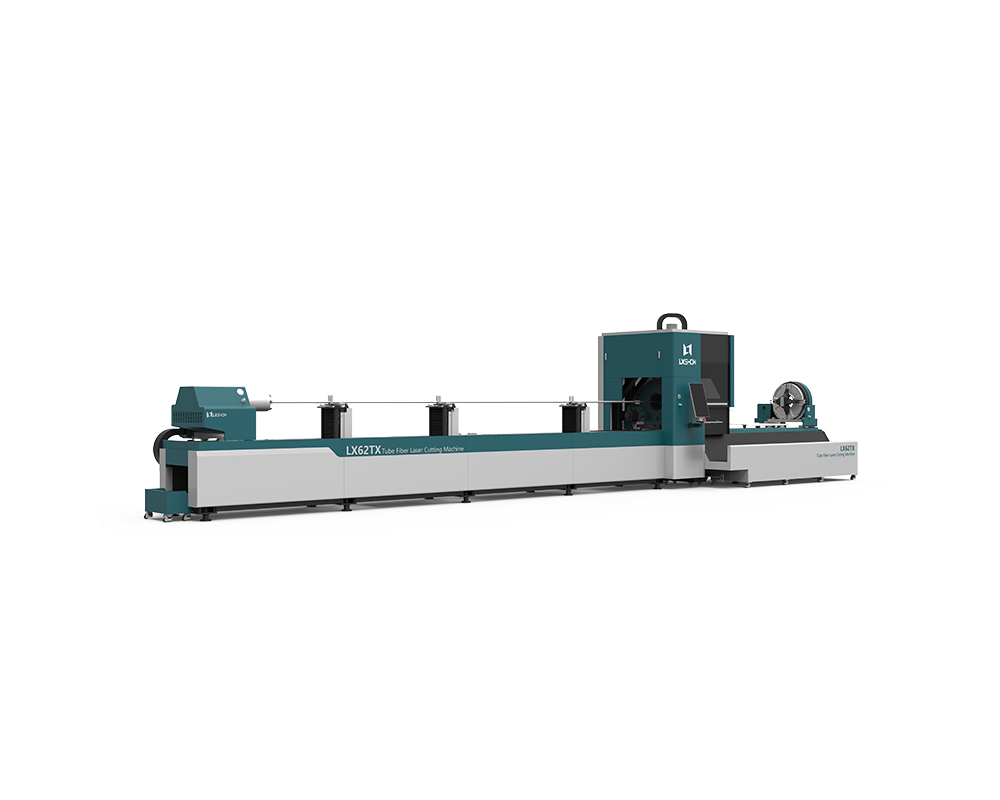
LX62TN Maszyna do cięcia rur metalowych laserem światłowodowym do zastosowań w przemyśle żelaznym, stalowym, nierdzewnym i węglowym
Materiały aplikacyjne:
Maszyna do cięcia metalu laserem światłowodowym nadaje się do cięcia metali, takich jak rury ze stali nierdzewnej, rury ze stali miękkiej, rury ze stali węglowej, rury ze stali stopowej, rury ze stali sprężynowej, rury żelazne, rury ze stali ocynkowanej, rury aluminiowe, rury miedziane, rury mosiężne, rury z brązu, rury tytanowe, rury metalowe, rury metalowe itp.
Branże zastosowań:
Maszyny do cięcia laserem światłowodowym są powszechnie stosowane w produkcji billboardów, reklam, szyldów, oznaczeń, liter metalowych, liter LED, artykułów kuchennych, liter reklamowych, obróbki rur metalowych, elementów i części metalowych, wyrobów żelaznych, podwozi, regałów i szaf, wyrobów metalowych, metalowych wyrobów artystycznych, cięcia paneli wind, sprzętu, części samochodowych, ramek do okularów, części elektronicznych, tabliczek znamionowych itp.

-

LX3015PA Urządzenie automatyzujące światłowodową przecinarkę laserową p...
-

LX3015ET Stół obrotowy z wymienną płytą metalową i ...
-
LX62TX Nowość! Trzyuchwytowa, wytrzymała wiertarka ze stali nierdzewnej...
-

LX12025P Zamknięta, wysokowydajna blacha metalowa ...
-

LX3015FT Najlepsza blacha i rura raycus Fiber...
-
Maszyna do cięcia laserem światłowodowym CNC do blachy LX3015P...











