






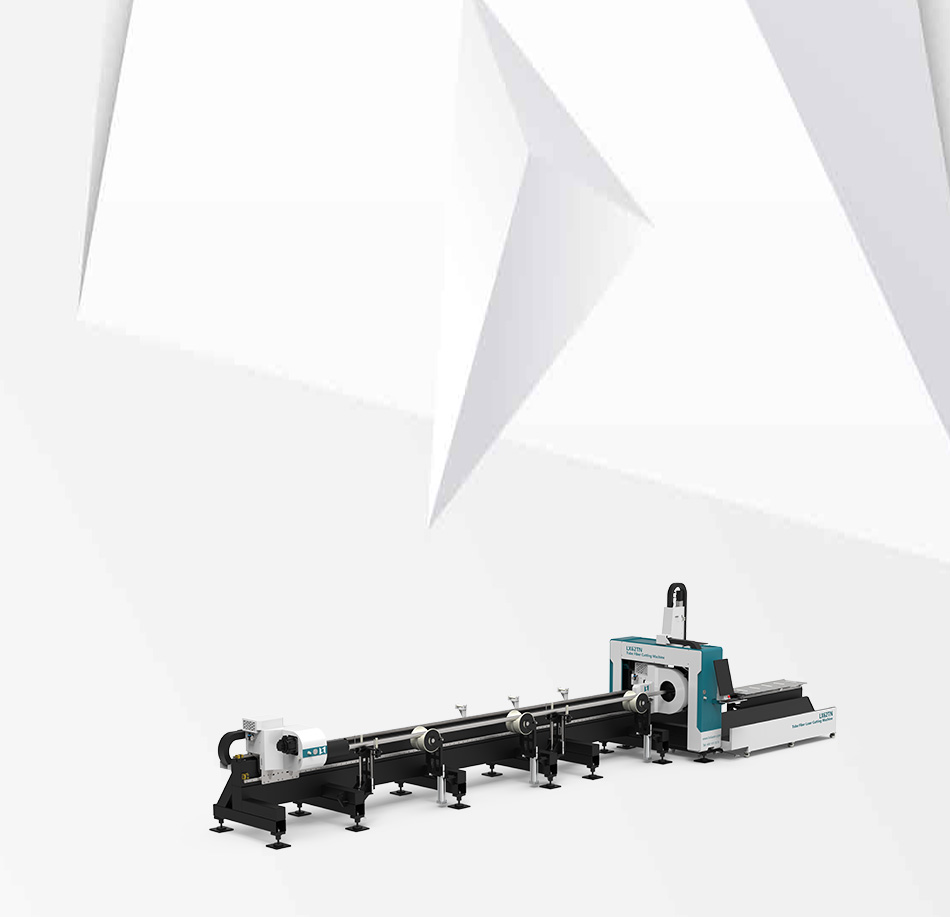

Konstrukcja boczno-wisząca, jednoczęściowa, spawana, łóżko
Łoże posiada konstrukcję zwieszoną z boku i jednoczęściowe, spawane łoże, które jest wyżarzane w celu wyeliminowania naprężeń wewnętrznych. Po obróbce zgrubnej, przed obróbką wykończeniową przeprowadzane jest starzenie wibracyjne, co znacznie poprawia sztywność i stabilność obrabiarki oraz zapewnia jej dokładność. Napęd serwosilnika prądu przemiennego jest sterowany przez system sterowania numerycznego, a uchwyt wykonuje ruch posuwisto-zwrotny w kierunku Y po naciśnięciu silnika, realizując szybki ruch i ruch posuwisty. Zarówno listwa zębata osi Y, jak i liniowa szyna prowadząca wykonane są z wysokiej precyzji materiałów, co skutecznie gwarantuje dokładność przekładni; wyłączniki krańcowe na obu końcach skoku są kontrolowane, a jednocześnie zainstalowano sztywne urządzenie ograniczające, co skutecznie zapewnia bezpieczeństwo ruchu obrabiarki. Obrabiarka jest wyposażona w automatyczne urządzenie smarujące, które regularnie dozuje olej smarujący do ruchomych części łoża, aby zapewnić ich dobrą pracę, co może wydłużyć żywotność szyn prowadzących, kół zębatych i listew zębatych.
Urządzenie do podawania z przodu
Przednie urządzenie podające zawiera płytę podporową sterowaną za pomocą cylindra pneumatycznego, która podtrzymuje długą rurę i zapobiega jej wyginaniu.
Podczas cięcia przedmiotu obrabianego, podniesiony cylinder podtrzymujący podtrzymuje płytę oporową, aby podeprzeć rurę i zapobiec jej uginaniu. Podczas cięcia przedmiotu obrabianego wszystkie podniesione cylindry podtrzymujące są cofane, a przedmiot obrabiany opada na płytę zaślepiającą i przesuwa się do miejsca składowania. Działanie cylindra jest automatycznie sterowane przez system.
Część przednia dzieli się również na część nadążną i część z regulacją ręczną.

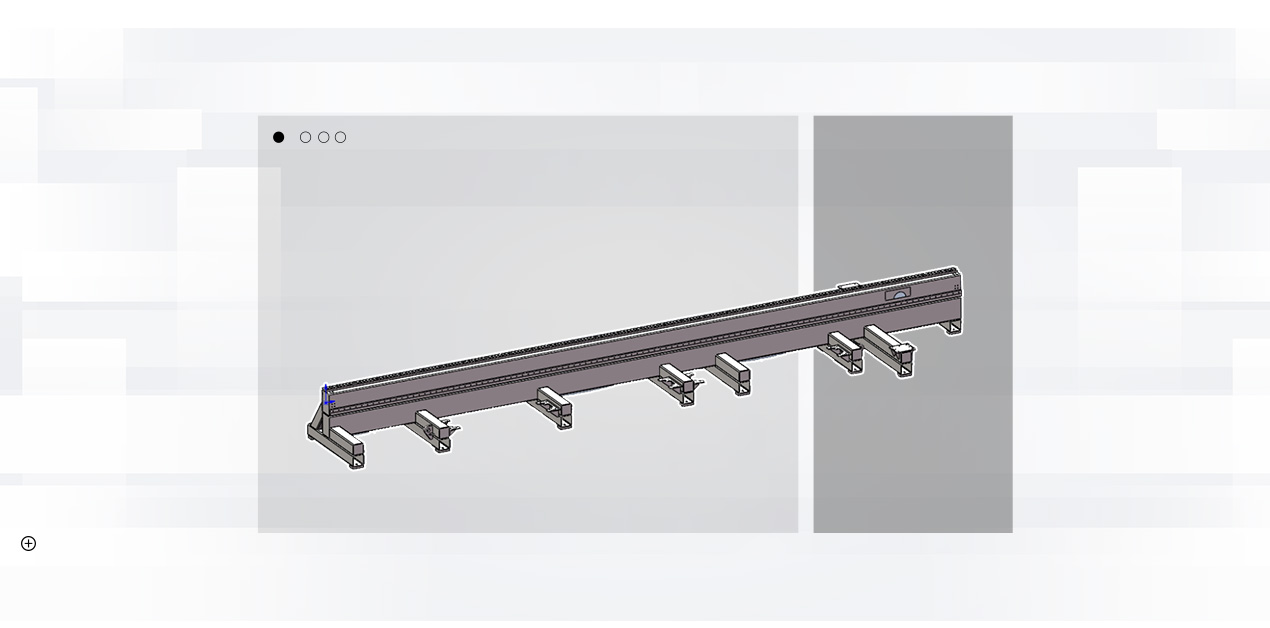
Mechanizmy wsparcia
Na łóżku zamontowano 3 zestawy mechanizmów podtrzymujących. Dostępne są dwa rodzaje:
1. Podpora śledząca jest sterowana niezależnym serwomotorem, który porusza się w górę i w dół, głównie w celu zapewnienia podpory śledzącej w przypadku nadmiernej deformacji długich rur (rur o małych średnicach). Po przesunięciu tylnego uchwytu do odpowiedniej pozycji, podpora pomocnicza może zostać opuszczona w celu uniknięcia tego zjawiska.
2. Podpora koła o zmiennej średnicy jest podnoszona i opuszczana przez cylinder, a jej położenie można ręcznie regulować w różnych pozycjach, aby podtrzymywać rury o różnych rozmiarach.
Chuck-Part
Uchwyt składa się z dwóch pneumatycznych uchwytów o pełnym skoku (przedni i tylny), które mogą poruszać się w kierunku osi Y. Uchwyt tylny odpowiada za zaciskanie i podawanie rury, a uchwyt przedni jest zamontowany na końcu łoża w celu mocowania materiałów. Uchwyty przedni i tylny są napędzane odpowiednio serwosilnikami, co zapewnia synchroniczny obrót.
Dzięki wspólnemu zaciskowi podwójnych uchwytów możliwe jest wykonanie cięcia krótkiego ogona, a krótki ogon otworu gębowego może osiągnąć 20-40 mm, przy jednoczesnym wsparciu cięcia krótkiego ogona dłuższego ogona.
Maszyna do cięcia rur serii TN wykorzystuje metodę ruchu uchwytu i jego unikania, dzięki czemu może wykonywać cięcie za pomocą dwóch uchwytów przez cały czas, nie powodując, że rura będzie zbyt długa i niestabilna, a precyzja nie będzie wystarczająca.

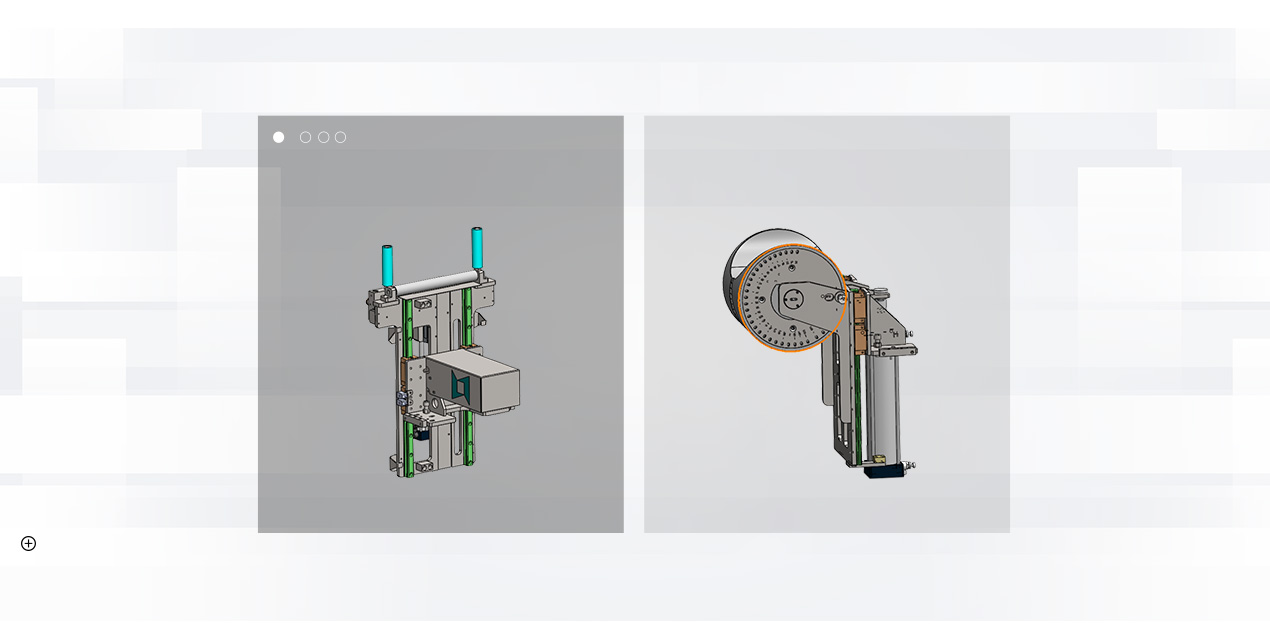
Urządzenie osiowe
Belka poprzeczna urządzenia osi X przyjmuje konstrukcję bramy, która jest spawana za pomocą połączenia rury kwadratowej i blachy stalowej. Element bramy jest zamocowany na stole, a oś X jest napędzana serwosilnikiem, który napędza zębatkę i zębnik, aby wykonać ruch posuwisto-zwrotny płyty przesuwnej w kierunku X. W trakcie ruchu wyłącznik krańcowy kontroluje skok, aby ograniczyć położenie i zapewnić bezpieczeństwo działania systemu.
Jednocześnie oś X/Z ma własną osłonę, która chroni strukturę wewnętrzną i zapewnia lepszą ochronę oraz usuwanie kurzu.
Urządzenie z osią Z odpowiada głównie za ruch głowicy lasera w górę i w dół.
Oś Z może być używana jako oś CNC do wykonywania własnego ruchu interpolacyjnego, a jednocześnie może być połączona z osiami X i Y, a także może być przełączona na sterowanie następcze, aby sprostać potrzebom różnych sytuacji.
Zalety maszyny do cięcia rur metalowych laserem światłowodowym 62TN

-

TX124 2024 Maszyna do cięcia laserem światłowodowym do aluminium...
-

LX82TS 7% zniżki 1kw 1,5kw 3kw 4kw 6kw Światłowód ...
-

LX123TX Najlepsza, trzyuchwytowa, wytrzymała laserowa maszyna światłowodowa...
-

LX3015E Wycinarka laserowa światłowodowa do blach z wyjąt...
-

LX62TN Półautomatyczna maszyna do podawania metalu z laserem światłowodowym...
-

LX62TD 1-6KW Ekonomiczna przecinarka do rur P...











